Background
Note: much of this approach has been replaced by: Improved k40 cooling circuit
The K40 laser needs coolant that is maintained at the correct temperature to prevent damage to the tube. It is not uncommon to forget to turn on a coolant pump or to have a pump or water system failure while running the K40.
Sensors are easy to install in a converted K40 and the protection of the laser tuber certainly warrants the installation annoyance and cost of a flow sensor.
It is also desirable to know the temperature of the water and the tube. This post also outlines the installation of an inexpensive water temp sensor and control.
The K40 laser needs coolant that is maintained at the correct temperature to prevent damage to the tube. It is not uncommon to forget to turn on a coolant pump or to have a pump or water system failure while running the K40.
Donate
Please consider donating (button to the right of this post).
Your donations help fund additional research, tools and parts that I will return to the community as information.
Flow Sensor
Sensor
The loss of cooling water will certainly cause damage to the laser and the laser power system. Every system should have a flow sensor plumbed in series with the pump and the lasers cooling jacket.
The sensor that I use is:
This sensor needs to be installed on the output side of the laser. I made a hanger to hold it upright on the side of a 5 gal bucket. This way it insures that water is flowing out of the laser and it can detect any leaks from the pumps output to the sensors input.



Electrical connections;
The flow sensor is connected in series with the interlock circuit and in effect stops the laser from firing if there is no flow.
See the interclock circuit
See Build Schematics for full machine details
If you for some reason do not want to add a sensor at least insure that the pump comes on with the machine. You can simply plug the pump and machine into the same power strip and turn them both on at the same time.
If you for some reason do not want to add a sensor at least insure that the pump comes on with the machine. You can simply plug the pump and machine into the same power strip and turn them both on at the same time.
The End of My Tube Fell Off!
If you did not install a water sensor then at some point the pump will not be on, due to failure or simply forgetting to turn it on, and the tube will overheat.
If the tube overheats the water jacket on the end of the tube can de-laminate and fall off.
If the tube overheats the water jacket on the end of the tube can de-laminate and fall off.
Apparently if you are careful to keep it off the optical output area of the jacket you can use EPOXY it back on. I would surmise that high temp epoxy would be best.
GLUE IT BACK ON!
 Enjoy and comment
Enjoy and comment
Maker Don
Temperature Monitoring
The laser must stay within its coolant operating range if it is to operate consistently and reliably. The cooler the laser is kept the more power it will be capable of. The power capacity of the laser will change with temperature therefore it is important to monitor the water temperature and prevent the laser from operating is the temp gets to high.
Install temperature monitoring electronics such as:
This device's relay contacts (NC) is also wired in series with the interlock circuit and will disable the laser from firing if the temperature is to high or low. The probe is put into the bucket near the output or the flow sensor.
See Build Schematics for details.
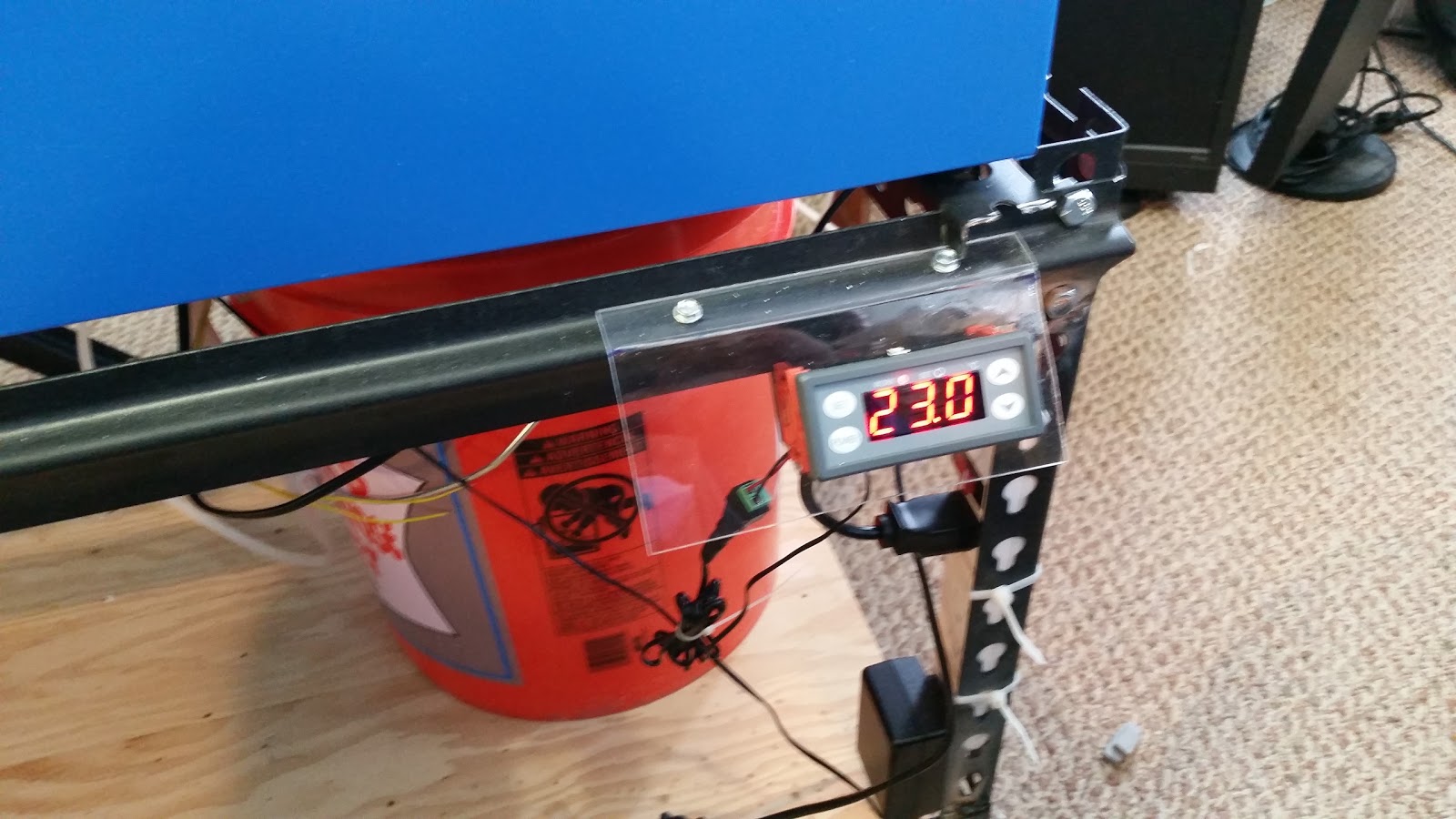
This controller can be set up to produce an audible alarm outside of its set-points. (See the manual). I mounted it on thr front of the machine but plans are to move it up to the control panel later. The unit requires 12VDC so an additional supply is needed. Before I installed the 12V supply in my conversion I used a 12V brick plugged into a power strip.
Maker Don


